Have you ever really thought about your chain conveyors and how they work? Tyler Ginder, Product Manager of Handling Systems at Brock Grain Systems, talks about the ins and outs of this integral grain handling equipment. You’ll learn everything you need to know (and even some things you don’t) about the construction, installation, operation and maintenance of drag conveyors.

Choosing a drag conveyor.
“Drag conveyors have advantages and disadvantages compared to other types of grain handling equipment,” began Ginder. “It’s important to consider both sides when selecting your conveyor.”
Advantages
- Drag conveyors offer gentler grain handling when compared to augers.
- You can discharge the grain at multiple points along the length of the conveyor.
- Discharges can be automated with a motor or actuator.
- Minimal maintenance is required when the conveyor is sized properly for the application.
- Chain conveyors can be run in reverse for some commercial operations.
Disadvantages
- Drag conveyors have a higher initial investment than augers and tube conveyors.
- The horsepower required to move a specific amount of grain is higher than a bucket elevator or belt conveyor.
- Conveyor length is limited to the chain’s working load, with a typical maximum of 150 feet.
- Drag conveyors have more variability because they are not manufactured under CEMA (Conveyor Equipment Manufacturers Association) standards like bucket elevators, belt conveyors and screw conveyors.
Conveyor types.
Ginder explains that there are two types of drag conveyors, which are mainly chosen based on the incline necessary for the application.
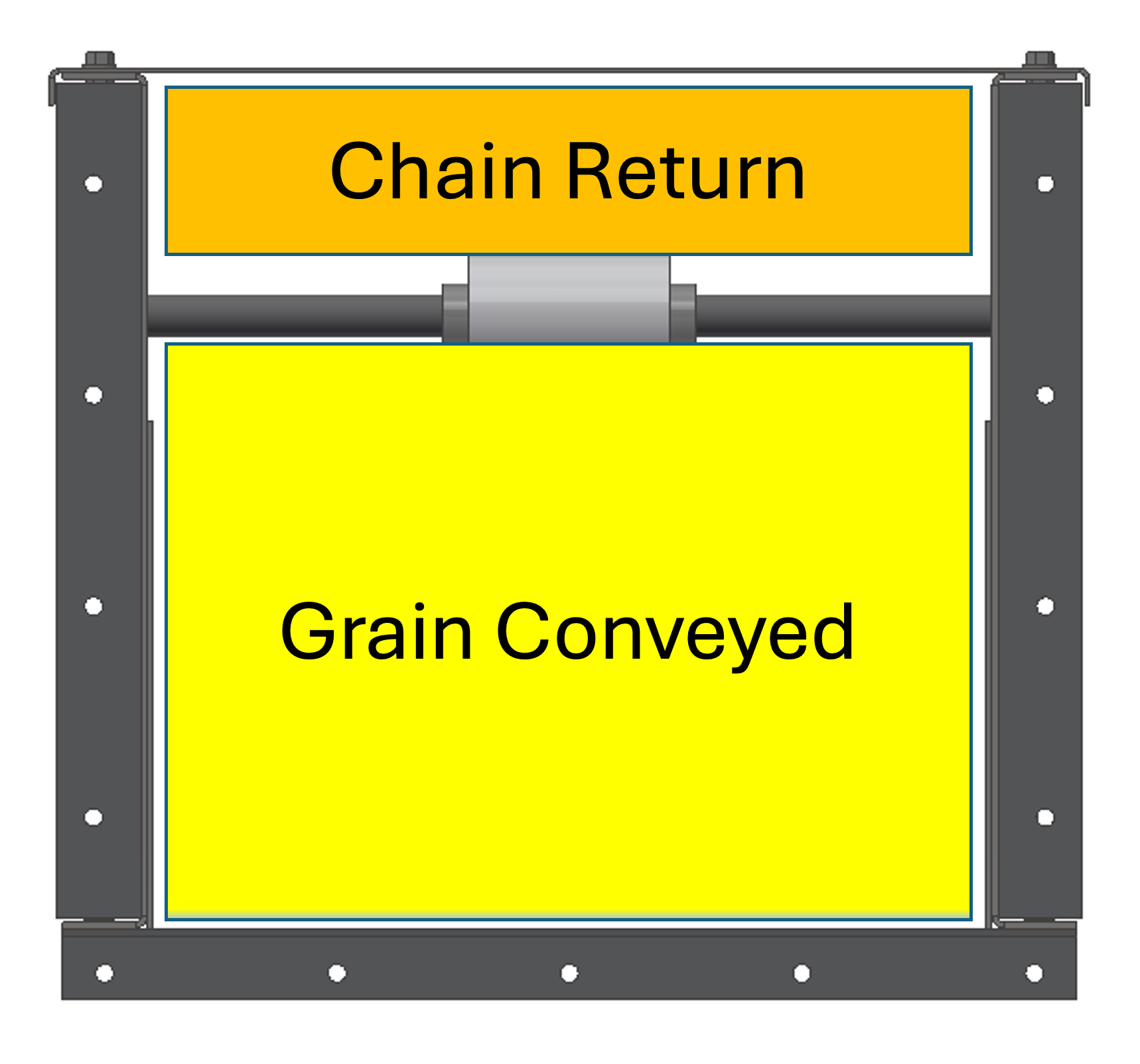
En-Masse Horizontal Drag Conveyors are sometimes called ‘short flight’ conveyors. These conveyors use a short flight driven by a chain to move the bottom layer of grain. The grain above simply rides on the lower level using friction. En-masse conveyors work best on angles of less than 10 degrees, but are able to convey material up to 15 degrees depending on the application.
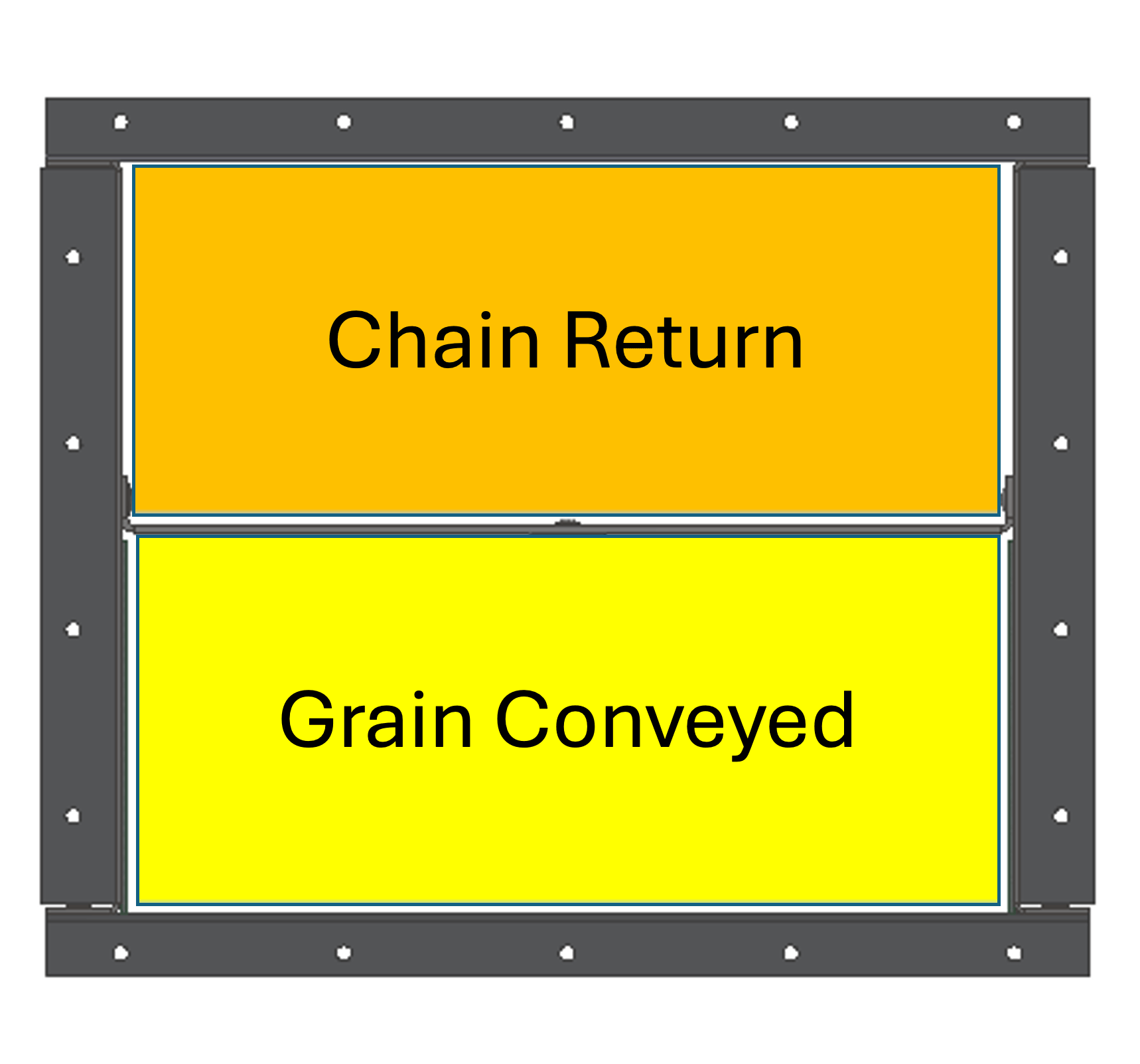
Curved Incline Drag Conveyors or pan style conveyors use ‘tall flights’ that trap the grain between the bottom and the pan so the grain can be conveyed efficiently at angles up to 45 degrees. Even steeper inclines are possible, but the effectiveness of discharging grain from the flights may be reduced when the angle is greater than 45 degrees.
Chain types.
“Drag conveyors operate with either a roller bushed or welded chain,” explained Ginder. “Either type can be constructed with permanent rivets or cottered pins. Cottered construction makes it easier to remove single links, especially when trying to shorten the chain after it has stretched. Chains are typically described by their pitch length, which is the distance from the center of one pin to the next. Typical pitch lengths are 2.609 inches, 4 inches and 6 inches.”

Roller Bushed Chain, like its name states, has a bushing around each pin. These chains are economical and provide a long life. If the conveyor sits idle for long periods, rollers can build up rust and require more maintenance.

Welded Chain uses welded and hardened pins, barrels and sidebars. These chains offer increased wear resistance and longer life due to the hardening. However, one of the disadvantages is that welded chains are directional and cannot be reversed.
Sprocket types.

Standard Sprockets come with a plain bore. They are the most cost-effective option and provide long life in most on-farm applications. Standard sprockets can be difficult to remove from the shaft if replacement is necessary.
Split Sprockets can be removed from the shaft more easily for maintenance. They are a good option if the conveyor gets heavy use, and the chain needs to be replaced more often. You can also rotate split sprockets to double their life.
Installation and maintenance.
“Chain tension is probably one of the most common questions that we get every year,” said Ginder. “It is a good idea to inspect the chain annually, both while it’s stationary and running. Using your ears can be one of the best ways to inspect your drag conveyer. Listen for strange or unusual noises. It is a lot like your truck – you know when something doesn’t sound right.”
If the Chain is Too Tight, it can increase the load on the chain, accelerating chain and sprocket wear.
If the Chain is Too Loose, it can cause the flights to sag and tip over, which reduces the capacity of the conveyor. A loose chain can also cause increased wear on the return rollers or rails.
Chain Elongation happens when the clearance between the pins and sidebars gets larger over time. Elongation can be measured and calculated by your conveyor dealer. Chains should be replaced when elongation is 3% to 5%.
Chain Pins are used to connect lengths of chains together. These pins are designed to be press fit and should not be ground or altered during installation. Grinding the pins causes unequal stress on the sidebars and premature failure of the chain. You should always grease pins and links before assembly.
Top chain is tight. Middle chain is loose. Bottom chain is ideal.
Chain Direction is important when your conveyor uses welded chains. The open or wide link should point in the direction of chain travel. Correct orientation can reduce the wear on the chain and sprockets by up to 80%. You will also notice smoother operation.
Open Barrel Forward (Correct Direction)
The sprocket tooth engages the chain pin after the link is rotated into position, virtually eliminating barrel and tooth wear.
Closed Barrel Forward (Incorrect)
The sprocket tooth engages the chain pin before the chain link is rotated into position, so the barrel grinds against the sprocket tooth as it is driven.
Sprocket Maintenance should be a part of your annual pre-harvest equipment maintenance. “Farmers and commercial operators should look for worn sprockets and hooked teeth on their drag conveyors,” continued Ginder. “Worn teeth can cause the chain to snap into position on the sprocket during engagement or snag when disengaging from the sprocket. Higher chain speeds and longer conveyors cause more wear on sprockets. And when it’s time to replace your sprockets, it’s often a good practice to also replace your conveyor chain.”